PETG je náš TOP materiál pro FDM tisk. Je pevný, pružný a houževnatý. Dobře snáší UV záření, chemii i vlhkost. Teplotní odolnost také není špatná.
Navíc se vyznačuje dlouhou životností a stabilitou tvaru, takže si zachovává své vlastnosti i při dlouhodobém používání. Díky těmto vlastnostem je ideální pro funkční díly, kryty, držáky nebo výrobky určené na ven.
Tiskneme z něj prakticky všechno, protože má parádní kombinaci fyzikálních vlastností a při tom se snadno tiskne.
Mechanické vlastnosti materiálu:
| Vlastnosti | Horizontální směr tisku | Vertikální směr tisku | Metoda měření |
|---|---|---|---|
| Pevnost v tahu | 47 ± 2 MPa | 50 ± 1 MPa | ISO 527-1 |
| Prodloužení na mezi kluzu | 5.1 ± 0.1% | 5.1 ± 0.1% | ISO 527-1 |
| Pevnost v ohybu | 66 ± 2 Mpa | 70 ± 1 Mpa | ISO 178 |
| Rázová houževnatost Charpy ( s vrubem) | 6 ± 1 kJ/m² | 3 ± 1 kJ/m² | ISO 179-1 |
| Teplotní odolnost 0,45 MPA | 68°C | 68°C | ISO 75 |
| Teplotní odolnost 1,8 MPA | 68°C | 68°C | ISO 75 |
| Tvrdost Shore D | 74 shore D | 74 shore D | Prusa Polymers |
Povrchy:
Tisk s vrstvou 0,16 mm
Tisk s vrstvou 0,2 mm
Tisk s vrstvou 0,24 mm

Lakování RAL mat
Lakování RAL polomat
Lakování RAL lesk
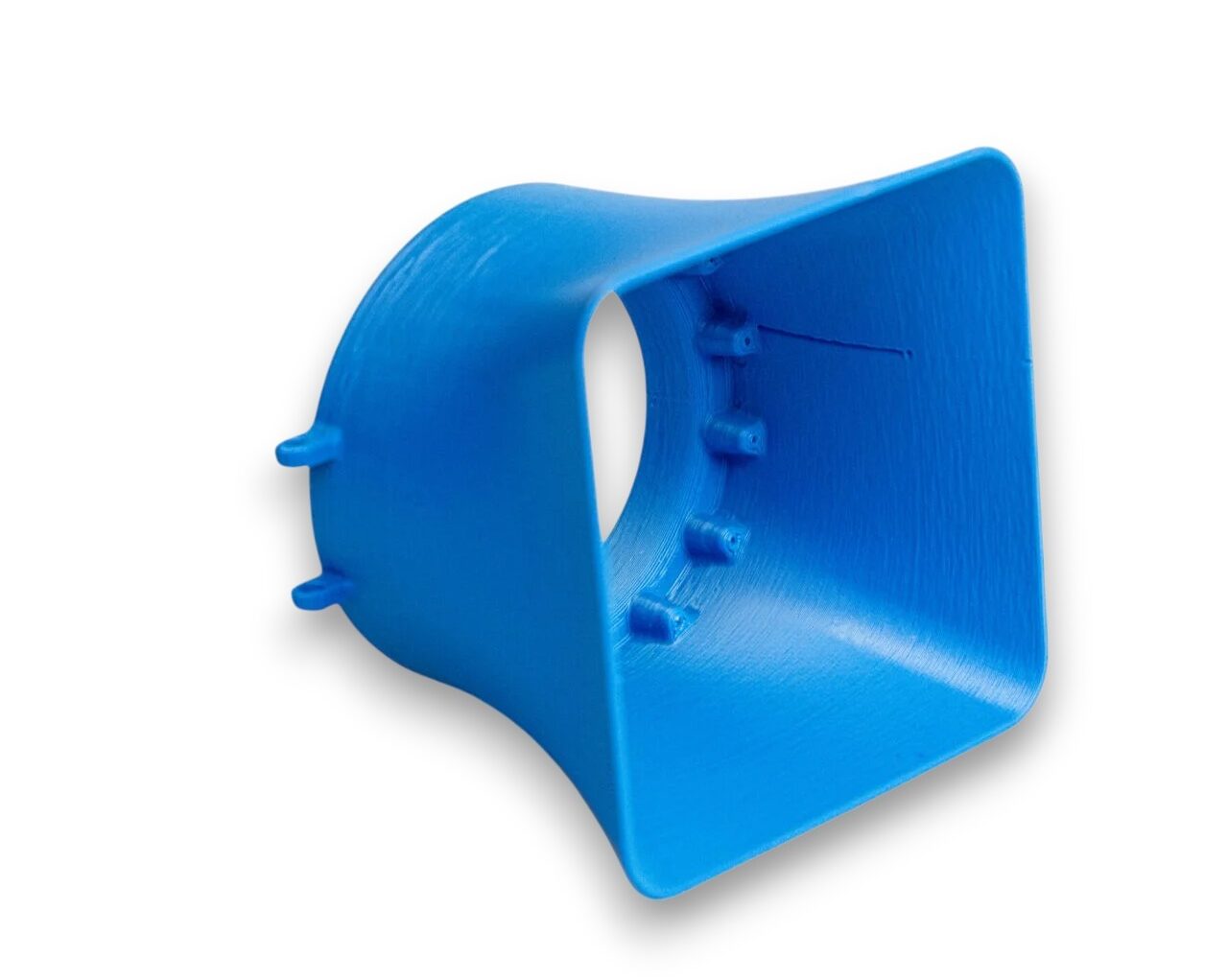
Materiál vhodný pro:
- mechanicky odolné součásti
- ochranné kryty a pouzdra
- výrobky vystavené vlhkosti a povětrnostním vlivům
- funkční prototypy a praktické pomůcky
Barvy:
Specifikace výtisků:
| Maximální rozměry: | 500 mm |
| Minimální tloušťka stěn: | 0,8 mm |
| Přesnost: | 0,5% z rozměru dílu (min +/- 0.15 mm) |
| Tloušťka vrstvy: | 0,16 – 0,24 mm |

Vybíráme z projektů s PET-G materiálem
- Od mosazi k 3D tisku: Oživili jsme legendární lanovku Transporta pro muzeum ve Vysokém Mýtě

 Představte si detailní model, který musí bez chyby fungovat tisíce hodin v muzejním provozu, a přitom věrně reprezentovat kus technické historie. Přesně takovou výzvu jsme v Protocastu přijali. Pro regionální muzeum ve Vysokém Mýtě jsme vyrobili funkční repliku slavné dvoulanové lanovky Transporta. Tento systém v minulosti vozil pasažéry v Německu i na Slovensku – a… Více informací: Od mosazi k 3D tisku: Oživili jsme legendární lanovku Transporta pro muzeum ve Vysokém Mýtě
Představte si detailní model, který musí bez chyby fungovat tisíce hodin v muzejním provozu, a přitom věrně reprezentovat kus technické historie. Přesně takovou výzvu jsme v Protocastu přijali. Pro regionální muzeum ve Vysokém Mýtě jsme vyrobili funkční repliku slavné dvoulanové lanovky Transporta. Tento systém v minulosti vozil pasažéry v Německu i na Slovensku – a… Více informací: Od mosazi k 3D tisku: Oživili jsme legendární lanovku Transporta pro muzeum ve Vysokém Mýtě - Od fotky k funkčnímu modelu 1:7 – Jak jsme pomocí reverzního inženýrství a 3D tisku oživili legendární eskalátor Transporta
 Případová studie: Výroba přesného funkčního modelu eskalátoru PST 1000 metodou reverse engineeringu Vývoj prototypů, replikace historických zařízení nebo výroba komplexních mechanických sestav často naráží na společný problém: absenci kompletní technické dokumentace. V Protocastu si s takovými výzvami dokážeme poradit. Prohlédněte si případovou studii realizace plně funkčního zmenšeného modelu eskalátoru PST 1000 firmy Transporta Chrudim, který… Více informací: Od fotky k funkčnímu modelu 1:7 – Jak jsme pomocí reverzního inženýrství a 3D tisku oživili legendární eskalátor Transporta
Případová studie: Výroba přesného funkčního modelu eskalátoru PST 1000 metodou reverse engineeringu Vývoj prototypů, replikace historických zařízení nebo výroba komplexních mechanických sestav často naráží na společný problém: absenci kompletní technické dokumentace. V Protocastu si s takovými výzvami dokážeme poradit. Prohlédněte si případovou studii realizace plně funkčního zmenšeného modelu eskalátoru PST 1000 firmy Transporta Chrudim, který… Více informací: Od fotky k funkčnímu modelu 1:7 – Jak jsme pomocí reverzního inženýrství a 3D tisku oživili legendární eskalátor Transporta - Výroba pohárů na zakázku: 3 technologie v praxi (3D tisk, vakuové lití, CNC)
 Případová studie výroby pohárů pro Český pohár paraglidingu – ukázka, jak zvolit správnou technologii podle designu, série a požadavků na kvalitu. Jak vyrobit pohár, který nebude jen oceněním, ale skutečným reprezentantem značky? Pro Český pohár paraglidingu (ČPP) jsme během čtyř ročníků vytvořili série pohárů, kde každý ročník vznikl jinou technologií. Nešlo o experiment – šlo… Více informací: Výroba pohárů na zakázku: 3 technologie v praxi (3D tisk, vakuové lití, CNC)
Případová studie výroby pohárů pro Český pohár paraglidingu – ukázka, jak zvolit správnou technologii podle designu, série a požadavků na kvalitu. Jak vyrobit pohár, který nebude jen oceněním, ale skutečným reprezentantem značky? Pro Český pohár paraglidingu (ČPP) jsme během čtyř ročníků vytvořili série pohárů, kde každý ročník vznikl jinou technologií. Nešlo o experiment – šlo… Více informací: Výroba pohárů na zakázku: 3 technologie v praxi (3D tisk, vakuové lití, CNC) - Malosériová výroba zařízení: jak jsme využili 3D tisk a vakuové lití pro technologii Recognoil®

 Od návrhu k malosériové výrobě: jak vznikají funkční prototypy i finální díly Prototypová výroba není jen o jednom kroku. Je to promyšlený proces, kde na sebe jednotlivé technologie navazují tak, aby výsledkem byl funkční, vyrobitelný a zároveň vizuálně přesný produkt. V tomto článku ukazujeme, jak postupujeme od návrhu až po malosériovou výrobu. Od designu k… Více informací: Malosériová výroba zařízení: jak jsme využili 3D tisk a vakuové lití pro technologii Recognoil®
Od návrhu k malosériové výrobě: jak vznikají funkční prototypy i finální díly Prototypová výroba není jen o jednom kroku. Je to promyšlený proces, kde na sebe jednotlivé technologie navazují tak, aby výsledkem byl funkční, vyrobitelný a zároveň vizuálně přesný produkt. V tomto článku ukazujeme, jak postupujeme od návrhu až po malosériovou výrobu. Od designu k… Více informací: Malosériová výroba zařízení: jak jsme využili 3D tisk a vakuové lití pro technologii Recognoil® - Výroba prototypů – nezbytný pomocník vývoje

 Prototyp je díl, sestava, nebo celý stroj vyrobený alternativními technologiemi tak, aby se co nejvíce blížil sériově vyráběnému produktu. Alternativními technologiemi jsou myšleny výrobní procesy umožňující výrobu bez nutnosti vysokých investic do jednoúčelových strojů, forem a přípravků nezbytných pro ekonomickou sériovou výrobu. Jak vypadá prototyp? Prototyp může a nemusí plně simulovat budoucí sériově vyráběný díl.… Více informací: Výroba prototypů – nezbytný pomocník vývoje
Prototyp je díl, sestava, nebo celý stroj vyrobený alternativními technologiemi tak, aby se co nejvíce blížil sériově vyráběnému produktu. Alternativními technologiemi jsou myšleny výrobní procesy umožňující výrobu bez nutnosti vysokých investic do jednoúčelových strojů, forem a přípravků nezbytných pro ekonomickou sériovou výrobu. Jak vypadá prototyp? Prototyp může a nemusí plně simulovat budoucí sériově vyráběný díl.… Více informací: Výroba prototypů – nezbytný pomocník vývoje