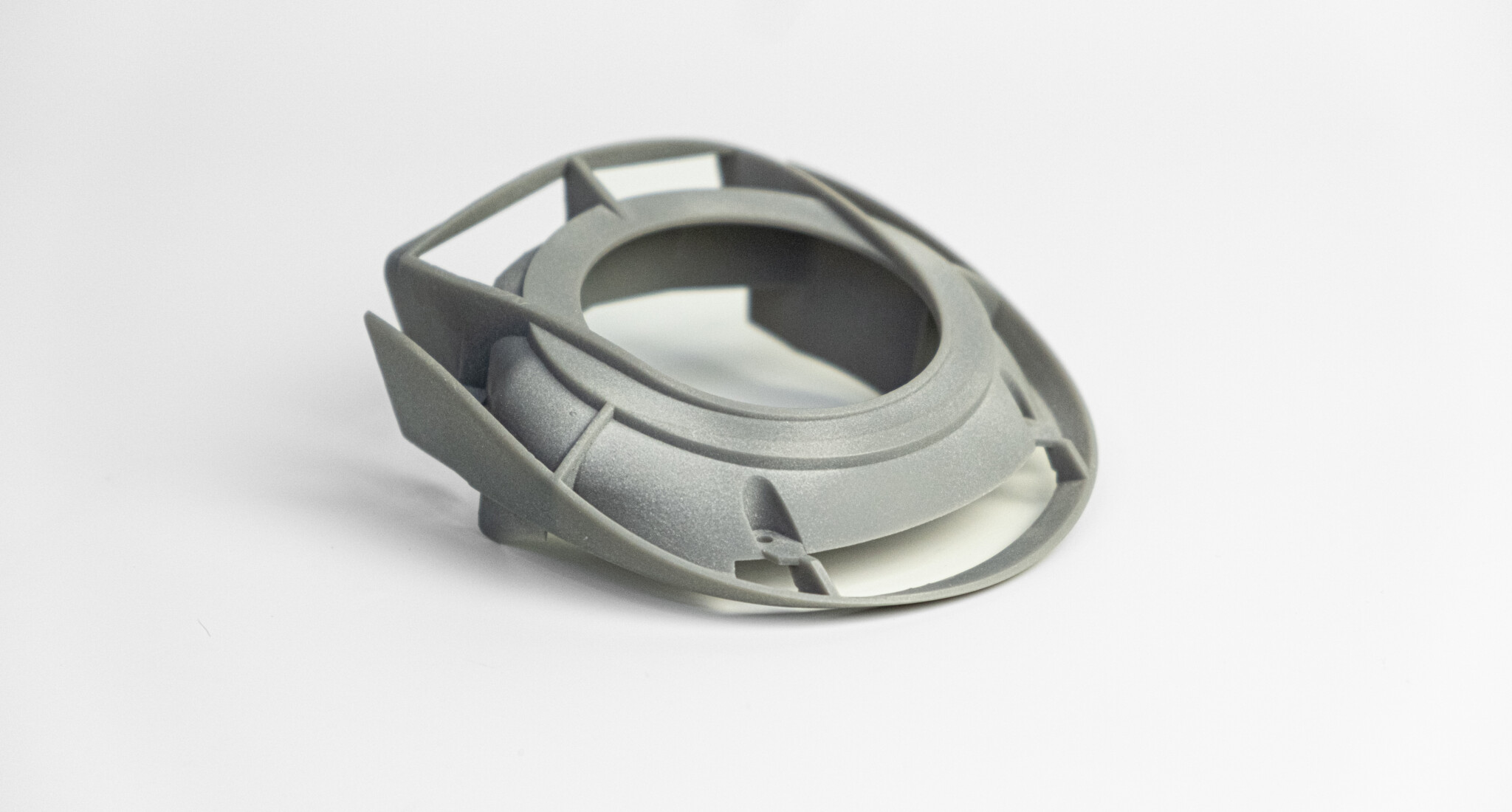
Grey Pro Resin je materiál pro SLA tisk, se kterým tiskneme všechny díly s vyšším požadavkem na přesnost a tuhost.
Nabízí vysokou přesnost, střední tažnost a nízký creep. Díky těmto vlastnostem je vhodný pro konceptuální modely a funkční prototypy, zejména u dílů, které budou opakovaně používány nebo manipulovány. Grey Pro Resin tak nachází uplatnění tam, kde je důležitá kombinace přesnosti, odolnosti a dlouhodobé stability.
Mechanické vlastnosti materiálu:
| Vlastnosti | Hodnota | Metoda měření |
|---|---|---|
| Pevnost v tahu | 61 MPa | ASTM D638-14 |
| Prodloužení při přetržení | 13% | ASTM D638-14 |
| Ohybové napětí při 5% deformaci | 86 MPa | ASTM D790-15 |
| Izodův test se zářezem | 19 J/m | ASTM D256-10 |
| Teplotní odolnost 0,45 MPA | 78 °C | ASTM D648-16 |
| Teplotní odolnost 1,8 MPA | 62 °C | ASTM D648-16 |
Povrchy:
3D tisk bez úpravy
Jemné pískování

Lakování RAL mat
Lakování RAL polomat
Lakování RAL lesk

Materiál vhodný pro:
- Konceptuální modely
- Funkční prototypy s opakovaným používáním
- Mechanicky namáhané díly se střední pružností
- Součásti vyžadující rozměrovou stabilitu
- Přesné technické modely
Barvy:
Specifikace výtisků:
| Maximální rozměry: | 320x150x300 mm |
| Minimální tloušťka stěn: | 0.8 mm |
| Přesnost: | +0,4% z rozměru dílu (min +/- 0.12 mm) |
| Tloušťka vrstvy: | 0.025-0.1 mm |

Vybíráme z projektů s Grey pro resinem
- Od mosazi k 3D tisku: Oživili jsme legendární lanovku Transporta pro muzeum ve Vysokém Mýtě

 Představte si detailní model, který musí bez chyby fungovat tisíce hodin v muzejním provozu, a přitom věrně reprezentovat kus technické historie. Přesně takovou výzvu jsme v Protocastu přijali. Pro regionální muzeum ve Vysokém Mýtě jsme vyrobili funkční repliku slavné dvoulanové lanovky Transporta. Tento systém v minulosti vozil pasažéry v Německu i na Slovensku – a… Více informací: Od mosazi k 3D tisku: Oživili jsme legendární lanovku Transporta pro muzeum ve Vysokém Mýtě
Představte si detailní model, který musí bez chyby fungovat tisíce hodin v muzejním provozu, a přitom věrně reprezentovat kus technické historie. Přesně takovou výzvu jsme v Protocastu přijali. Pro regionální muzeum ve Vysokém Mýtě jsme vyrobili funkční repliku slavné dvoulanové lanovky Transporta. Tento systém v minulosti vozil pasažéry v Německu i na Slovensku – a… Více informací: Od mosazi k 3D tisku: Oživili jsme legendární lanovku Transporta pro muzeum ve Vysokém Mýtě - Od fotky k funkčnímu modelu 1:7 – Jak jsme pomocí reverzního inženýrství a 3D tisku oživili legendární eskalátor Transporta
 Případová studie: Výroba přesného funkčního modelu eskalátoru PST 1000 metodou reverse engineeringu Vývoj prototypů, replikace historických zařízení nebo výroba komplexních mechanických sestav často naráží na společný problém: absenci kompletní technické dokumentace. V Protocastu si s takovými výzvami dokážeme poradit. Prohlédněte si případovou studii realizace plně funkčního zmenšeného modelu eskalátoru PST 1000 firmy Transporta Chrudim, který… Více informací: Od fotky k funkčnímu modelu 1:7 – Jak jsme pomocí reverzního inženýrství a 3D tisku oživili legendární eskalátor Transporta
Případová studie: Výroba přesného funkčního modelu eskalátoru PST 1000 metodou reverse engineeringu Vývoj prototypů, replikace historických zařízení nebo výroba komplexních mechanických sestav často naráží na společný problém: absenci kompletní technické dokumentace. V Protocastu si s takovými výzvami dokážeme poradit. Prohlédněte si případovou studii realizace plně funkčního zmenšeného modelu eskalátoru PST 1000 firmy Transporta Chrudim, který… Více informací: Od fotky k funkčnímu modelu 1:7 – Jak jsme pomocí reverzního inženýrství a 3D tisku oživili legendární eskalátor Transporta - Když 3D tisk nestačí: Jak jsme vyřešili hnětací šneky pro potravinářství pomocí CNC obrábění
 Když prototyp nefunguje v praxi V prototypové výrobě se často setkáváme s tím, že první řešení jednoduše nestačí. Přesně takový případ nám přinesl zákazník z cukrářského průmyslu. Potřeboval funkční šneky pro hnětení potravinářských hmot. Přinesl vlastní 3D tištěný díl, který na první pohled vypadal použitelně. V reálném provozu se ale ukázalo, že má zásadní nedostatky.… Více informací: Když 3D tisk nestačí: Jak jsme vyřešili hnětací šneky pro potravinářství pomocí CNC obrábění
Když prototyp nefunguje v praxi V prototypové výrobě se často setkáváme s tím, že první řešení jednoduše nestačí. Přesně takový případ nám přinesl zákazník z cukrářského průmyslu. Potřeboval funkční šneky pro hnětení potravinářských hmot. Přinesl vlastní 3D tištěný díl, který na první pohled vypadal použitelně. V reálném provozu se ale ukázalo, že má zásadní nedostatky.… Více informací: Když 3D tisk nestačí: Jak jsme vyřešili hnětací šneky pro potravinářství pomocí CNC obrábění - Výroba pohárů na zakázku: 3 technologie v praxi (3D tisk, vakuové lití, CNC)
 Případová studie výroby pohárů pro Český pohár paraglidingu – ukázka, jak zvolit správnou technologii podle designu, série a požadavků na kvalitu. Jak vyrobit pohár, který nebude jen oceněním, ale skutečným reprezentantem značky? Pro Český pohár paraglidingu (ČPP) jsme během čtyř ročníků vytvořili série pohárů, kde každý ročník vznikl jinou technologií. Nešlo o experiment – šlo… Více informací: Výroba pohárů na zakázku: 3 technologie v praxi (3D tisk, vakuové lití, CNC)
Případová studie výroby pohárů pro Český pohár paraglidingu – ukázka, jak zvolit správnou technologii podle designu, série a požadavků na kvalitu. Jak vyrobit pohár, který nebude jen oceněním, ale skutečným reprezentantem značky? Pro Český pohár paraglidingu (ČPP) jsme během čtyř ročníků vytvořili série pohárů, kde každý ročník vznikl jinou technologií. Nešlo o experiment – šlo… Více informací: Výroba pohárů na zakázku: 3 technologie v praxi (3D tisk, vakuové lití, CNC) - Malosériová výroba zařízení: jak jsme využili 3D tisk a vakuové lití pro technologii Recognoil®

 Od návrhu k malosériové výrobě: jak vznikají funkční prototypy i finální díly Prototypová výroba není jen o jednom kroku. Je to promyšlený proces, kde na sebe jednotlivé technologie navazují tak, aby výsledkem byl funkční, vyrobitelný a zároveň vizuálně přesný produkt. V tomto článku ukazujeme, jak postupujeme od návrhu až po malosériovou výrobu. Od designu k… Více informací: Malosériová výroba zařízení: jak jsme využili 3D tisk a vakuové lití pro technologii Recognoil®
Od návrhu k malosériové výrobě: jak vznikají funkční prototypy i finální díly Prototypová výroba není jen o jednom kroku. Je to promyšlený proces, kde na sebe jednotlivé technologie navazují tak, aby výsledkem byl funkční, vyrobitelný a zároveň vizuálně přesný produkt. V tomto článku ukazujeme, jak postupujeme od návrhu až po malosériovou výrobu. Od designu k… Více informací: Malosériová výroba zařízení: jak jsme využili 3D tisk a vakuové lití pro technologii Recognoil®